The Role of Valves in Process Control
Valves serve many critical functions. They maintain process stability, allow maintenance and shutdown procedures, regulate flow rate, and prevent contamination or accidents. In high-pressure or high-temperature environments, the importance of choosing the right valve cannot be overstated. Valves must withstand corrosion, extreme temperatures, mechanical stress, and operational wear over time.
Because different applications require different types of control, industries utilize a range of valve designs including ball valves, gate valves, globe valves, needle valves, and more—each tailored for specific operational needs.
Challenges in Industrial Environments
Harsh operating conditions are the norm across many industries. From acidic chemicals to high-salinity seawater, the demands on valve materials can be extreme. Corrosion, pressure drop, and leakage are constant concerns, especially in sensitive systems like chemical dosing units or precision flow measurement devices.
To overcome these challenges, industries are increasingly turning toward high-performance materials and refined valve designs. That’s where materials like stainless steel 316 come into play.
Material Matters: Why Stainless Steel 316?
Stainless steel 316, an austenitic chromium-nickel steel alloy with added molybdenum, provides enhanced corrosion resistance, particularly against chlorides and industrial solvents. This makes it ideal for environments such as marine operations, chemical processing, and food-grade manufacturing.
Its ability to resist pitting and crevice corrosion means that components made from SS 316 last longer and require less maintenance, even in aggressive service conditions. Furthermore, it maintains strength at elevated temperatures and offers excellent weldability—features that contribute to its popularity in demanding valve applications.
Types of Valves Used in Precision Systems
Industrial systems use a variety of valve types depending on their purpose:
Ball Valves – Known for tight shut-off and quick control.
Globe Valves – Used for regulating flow with better precision.
Needle Valves – Designed for fine control of flow, especially in instrumentation.
Check Valves – Prevent reverse flow and protect downstream equipment.
These valves must also meet stringent specifications for pressure ratings, leak integrity, and service life.
The Role of Instrumentation Valves
Instrumentation valves are specialized components that offer high levels of precision in measurement and control applications. These are commonly found in gas analyzers, pressure gauges, flow meters, and control panels. They are typically smaller than process valves but must be equally or more reliable, especially when system accuracy is critical.
Common industries relying on instrumentation valves include:
Aerospace
Petrochemical
Power Generation
Laboratory & Analytical Equipment
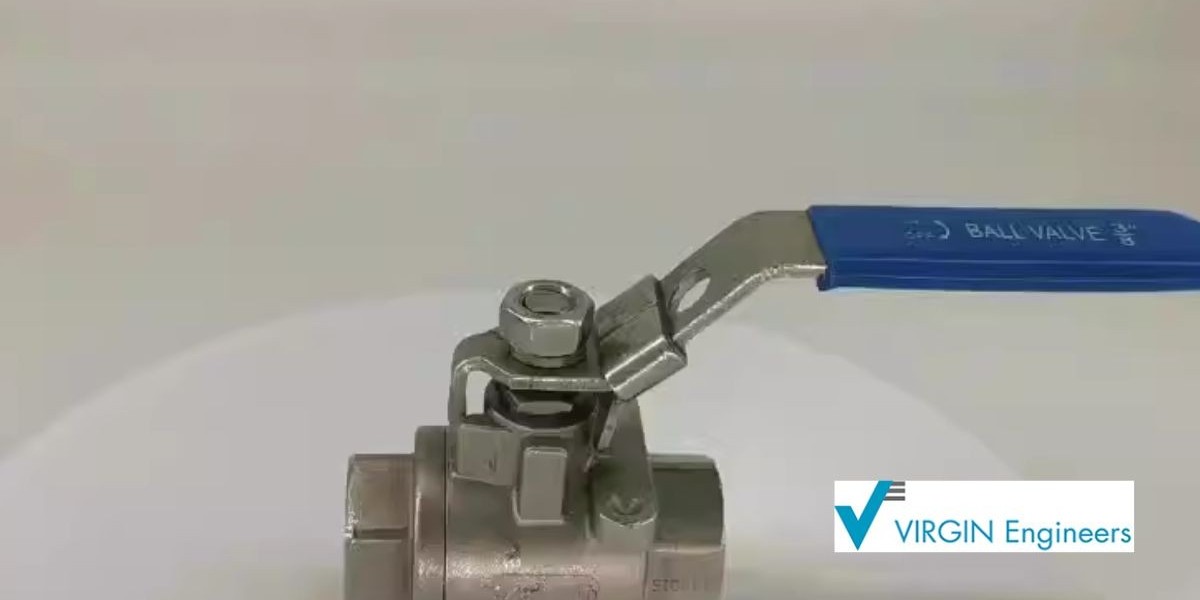
Among the top choices for such applications are stainless steel 316 instrumentation ball valves, which combine the corrosion resistance of SS 316 with the shut-off capabilities and compact design of ball valves. These valves deliver long-lasting performance in tight spaces, offering ease of operation and maintenance-free life cycles in high-pressure, high-temperature environments.
Key Features of Quality Instrumentation Ball Valves
High Pressure Ratings – Designed to handle pressures above 6,000 psi depending on size and configuration.
Low Torque Operation – Enables easy manual or automated actuation.
Leak-tight Performance – Essential for systems that demand zero leakage.
Compact Design – Fits easily into confined spaces such as control panels or test benches.
Multiple End Connections – Compatibility with tube fittings, NPT, or compression fittings ensures flexibility.
Innovations in Valve Technology
As the industry pushes toward smart manufacturing and Industry 4.0 integration, valve technology is also evolving. Smart valves embedded with sensors and actuators are becoming increasingly popular. These allow real-time feedback and remote operation, enabling predictive maintenance and reduced downtime.
Additive manufacturing and advanced coating techniques are also contributing to longer-lasting and more efficient valve designs. In the future, we can expect instrumentation valves to play an even more crucial role in connected, automated systems.
Conclusion
Reliable valve performance is central to any well-functioning industrial setup. With the growing demand for precision, safety, and operational efficiency, the need for specialized valves like stainless steel 316 instrumentation ball valves will only increase. As industries strive for greater control and automation, selecting high-quality valve components will be essential to building systems that are safe, efficient, and future-ready.